1.对于不锈钢管道,本项目涉及系统有PV、CDA、GN2、PN2、PO2、PAr、PH2等,管道的材质分别为304AP、304BA和316LEP不锈钢管。EP材质管道采用自动焊机焊接,BA材质管道尽可能采用自动焊(自动、手工焊接均可),AP材质管道采用手工氩弧焊焊接。
1)管道的贮存与运输:
a.不锈钢管材应贮存在干燥的环境下,管道材料应上架分层存放,存放期间不得破坏外保护膜以及管两端的防护端盖。
b.不锈钢管应与碳钢管道隔离存放。
c.管道均应保持内部的清洁,安装前严禁打开端盖,内部如有污染需要用无水酒精擦拭干净。
d.管道大包装拆开以后,单支管需要用塑料保护膜缠绕进行保护,运输过程应保护其外包装材料不受到破坏。管道施工时只将端头的保护膜打开,管身部分的保护膜交工前再打开,避免被污染。
e.管道搬运时严禁用钢撬棍撬动,避免划伤表面。
2)管道的预制安装:
不锈钢管道支架安装,按《给水排水管道工程施工及验收规范》 ; GB50268-2008不同管径最大间距见下表:
管道切割采用机械切割,切割后应对切割口进行机械处理,确保切割口处整齐、干净。坡口采用机械加工,或电动直磨机磨削。管道预制的长度不得过长,避免安装过程中管道变形。
3)管道的焊接、安装:
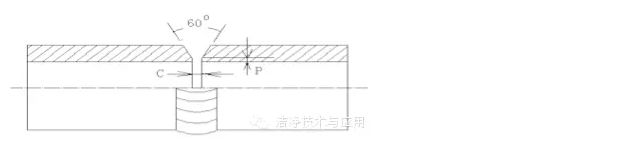
a.手工氩弧焊
焊接坡口管道壁厚≥3mm时,焊接坡口采用V型60~65度形式:
对口间隙和坡口钝边参照下表:
焊接前进行管道内部充保护氩气或氮气,焊接时管道内的氧气必须全部置换干净。点固焊必须根部焊透,不得有焊接缺陷。点固焊后即用美纹纸将焊口及两端封好,做好管内充保护气体的准备,然后充氩焊接,不得隔夜。管道对接时错口量不得大于管道壁厚度10%。
第一层焊完后,应趁焊缝高温时,用不锈钢钢刷将焊缝表面刷干净。随即用湿布速冷后检查焊接质量。层间温度应小于60℃。方能焊接第二层。焊接完毕后,同样趁高温时用不锈钢钢刷将焊缝表面刷干净,立即用湿布速冷。
焊缝表面应饱满不得有:裂纹、气孔、夹渣、未焊透。咬边深度≤0.5δ,且≤0.5 mm连续长度≤100mm,且两侧咬边总长≤10%焊缝全长。焊缝内表面应全焊透,焊逢内表面银白色,不得有蓝色或黑色氧化出现。内外焊口无明显内凹或内凸,波纹均匀,宽窄一致,。
b.自动焊焊接
正式焊接前,必须先焊样品,样品焊缝合格后,该参数即可采用,进行正式焊接。
每天下班前必须再用其原参数焊接样品,如合格则表示该参数当天焊的焊口全部合格。这时可密封并关掉氩气。如样品不合格,应再连续焊两个样品检查,如都不合格,就必须报告有关人员查找原因并检查该参数当天所焊的焊口。
对样品焊逢的质量要求:①全焊透;②焊逢内表面银白色,热影响区不变色;③内外焊波无明显内凹或内凸,波纹均匀,宽窄一样。内波纹宽度不小于外波纹宽的60%;④焊逢外表刷亮;⑤错边量小于管壁厚的10%。
2.对于PVC管道,有UPVC给水级管道,本项目涉及HV、OWW1、FWW、PWW、IWW、RCM1、RCM3等系统;还有Clean-PVC管道,涉及纯水系统,均采用承插粘接,接口采用塑焊。粘接工艺流程如下:
1)下料:先对管子、管件进行清洁,PVC及UPVC管可采用割管器、带锯下料,管口不能倾斜,下料以后,管内必须清理干净,管端口必须用粗齿锉刀修平。Clean-PVC只能用割管器下料。
2)划线:有两条线。第一条线为记号线,第二条线为检查线;第一条线是根据实际管件规格,量出承口深度,然后由管端开始按承口深度划第一条线,在距离第一条线20mm 处划第二条线,每条线长约20mm。
3)倒角: 用外倒角器对管口进行倒角,
角度约60°,倒角2~3mm;用内倒角器倒内角,角度45°,1×1mm。
4)刷胶:管件先刷胶,管子后刷胶,要求均匀;U-PVC管件,管子要涂预粘胶,预粘胶要涂抹均匀,管子只涂到插入长度为宜。C-PVC管件、管子都要用丙酮清洗干净,管子只能清洗插入长度。公程直径小于DN80,先涂管件,再涂管端,都是先纵向,然后用力环向刷2—3遍,使之胶水均匀,无气泡。管件内壁胶水不宜太多,以粘接后形成一道环状为宜。公称直径大于DN80,必须两个人配合,同时涂胶,方法同上。
5)粘接:a.对准管件方向、位置插入,插到记号线,固定2分钟;
b.用布清理承口边多余的胶,要顺着一个方向擦,不能来回擦,以免污染管子接口。
6)PVC管的粘接注意事项:
a.现场施工环境应整洁,操作面应在干净的专用平台上进行,铺设无尘布、塑料布或彩条布均可,操作人员须带防尘手套;
b.切割下料首选PVC管专用割刀,也可选用带锯切割机,严禁使用砂轮切割机;
c.内倒角、外倒角完成后,将碎屑清理干净;
d.严禁用手指、手臂、布、纸、油脂物接触管件内承口和管子端部插口,以免污染;
e.管径≥80A以上宜采用拉紧器插入,粘接过程中远离火源;
f.转向管件连接必须划中心线,以确保管件的方向和角度准确;
g.管材在搬运、安装过程中不许撤掉外包装,拆封后应马上使用;
h.管件包装到现场安装时再拆封,直管段包装在安装时不拆封,待安装完工后拆封;
i. C-PVC、整个过程必须戴无尘手套,用于丙酮清洗的布必须是无尘布。
7)管道补焊,50A-125A须补焊一道,150A以上补焊3道,HV真空管道不做焊接。
三.施工中遇到的问题及注意事项:
1.对于一次配主系统,有以下几个重点需要注意:
1)图纸会审:由于设计院在设计工艺管线图纸时,均为设备的布置、参数不清楚的情况下,最终版图纸难免出现漏改漏删的现象,因此,必须对设计中的失误进行排查。内容包括,检查管线、管径等不合理处;检查阀门、仪表的分部情况;检查管线保温、保冷、非保温、保冷要求是否有误;阀门、法兰的配对是否正确。
2)核实施工范围,本项目投标漏报GN2分气缸,以及排风凝结排水部分;干燥压缩空气系统,原设计阀门为不锈钢波纹管阀,而我们报价为不锈钢球阀,价格相差较多,在工程开始前需提前考虑变更。
3)对管道项目来说,材料报审是非常重要的阶段,选材上的优化对项目盈利来说,才是巨大的、可行的。管道系统的材质应用,不同的设计人员会有不同理念,若有合理的论述,有些变更是可以接受的,在本项目中,通过和业主、管理公司沟通,对以下几个系统的材料进行了优化。
a.清扫真空系统:管道材质原设计及报价为SCH80管道,由于真空系统为负压,对系统压力要求不高,经业主同意,后更改为UPVC给水级;
b.干燥压缩空气系统:原设计阀门为不锈钢波纹管阀,而我方报价为不锈钢球阀,价格相差140多万元。经过分析,压缩空气系统采用球阀完全能满足系统要求,经过和业主协商,据理力争,最终确定了空压系统使用球阀。
c.大宗气体系统预留阀门:原设计为一端焊接、另一端留VCR或LOK接头的成品,这种成品需定做,价格高贵,经过沟通,业主同意我方使用两端焊接阀门+焊接一个VCR或LOK接头形式。
d.大宗气体系统不锈钢管材壁厚:原设计为SCH10S管道,由于气体压力并不高,SCH5S即可满足需求,经过协商,业主也同意了我们的申请。
4)工艺管道系统繁多,因此对施工图进行有效的空间管理也很重要,核心区公用管道支架管道排布不合理,施工可行性差,经过各专业之间的协调,调整管道间距和标高,最终形成可以施工的图纸。另外,走廊、外管桥和动力站部分图纸也不准确,需要现场确定管道走向,根据现场管道到货长度绘制单线图,统计焊接工作量,为管道安装焊接工作、探伤工作提供原始资料。
2.对于二次配管,有以下几个方面需要注意:
1)材料采购,二次配对于一次配主管安装来说,属于精细作业,各种零碎的小部件较多,加之二次配管材料使用量的不确定性,因此采购尤为重要。首先是种类,需根据包定义逐个排查设备所需,不要漏项;其次是数量,本项目分3条线,第一
条线可以采购总估计量的50%,根据使用情况,再决定第二次采购。实践发现,辅材的使用不确定性也很大,远远超出了预先的估计,投标时要注意。
2)注意各种标准,由于电子行业我国没有自主核心技术,设备大部分是日、韩和台湾的,各种标准也就参差不齐,就标准来说,有国家标准,国际标准,日标,美标,德标,一定要核对好设备的接口是何种标准,再根据我方大量使用的材料,进行接头转换。管道的连接方式,有法兰连接、LOK连接、VCR连接、螺纹连接、焊接、快速接头连接以及宝塔接头连接,要根据实际情况选用连接方式及管配件。一般来说DN25以下的用螺纹转换,DN25以上的用法兰转换。
3)材料的现场管理,要对入库、领料进行跟踪,根据进度核对剩余量,以便对材料采购的准确度有一定的把握,也为下次采购提供依据。
4)一次配预留点的优化,原则就是在满足流量和压力等参数的前提下,尽量节省管材,并确保美观。对于主管未延伸到而实用点较多的地方,可以加长主管,对于一对多的情况,可以出阀门就开三通,也可以到设备下再开三通,这就要视具体情况而定。
3.由于全程参与了一次配和二次配,我对本项目一次配的不足之处有以下几点发现:
1)要加强对材料的洁净管理,早期进场安装时,管道外包装被拆除,可安装后没有进行有效的成品保护,导致管道上灰尘较多,不符合洁净室的施工要求。此外,还有部分预留管道没有进行封堵,业主也将此问题提出。
2)要提高对标识的重要性的认识,下夹层柱子多,各种管道系统复杂,一定要考虑业主的使用方便,合理张贴标签,达到适用、方便、美观。
一次配的预留点不尽合理,从二次配的角度来看,支管预留阀门离设备还是比较远,如果确定一次配和二次配都有一家来做,可以进一步优化,使预留点离设备使用点近一些,节约二次配的材料。
以上就是对于洁净厂房工艺管道施工的一点看法,虽然是根据北京京东方TFT-LCD 8.5代线的现场实践总结出来的,但就本专业施工而言,也具有一定的普适性,希望对同行们的的工程实践有所帮助。相信在业界同仁的共同努力下,工艺管道方面将会涌现出更多新工艺、新方案,为整个建筑业的健康发展做出更大贡献!